

Công nghệ dập viên 2 lớp ngày càng phổ biến hiện nay do các ưu điểm về tính nhận diện thương hiệu, tối ưu hoá trong điều trị, giải quyết các vấn đề liên quan đến tương kỵ và các dạng bào chế phóng thích biến đổi. Bài viết sau trình bày những điểm tổng quan về công nghệ sản xuất viên nén 2 lớp.
Ưu điểm
- Kết hợp 2 hoạt chất tương kỵ với nhau. Tuỳ vào mức độ tương kỵ, có thể sử dụng lớp trung gian để ngăn cách vật lý giữa 2 lớp
- Kết hợp 2 hoạt chất hay cùng 1 hoạt chất với các cơ chế phóng thích khác nhau (1 lớp phóng thích kéo dài, 1 lớp phóng thích tức thời)
- Tăng tính tuân thủ của bệnh nhân do giảm lần sử dụng thuốc
- Tăng tính nhận diện thương hiệu cho sản phẩm
Thách thức
- Kiểm soát chính xác khối lượng mỗi lớp
- Nguy cơ nhiễm chéo giữa 2 lớp
- Tỉ lệ ứng suất đàn hồi cao giữa các lớp dễ gây tách lớp, độ cứng thấp
- Hiệu suất sản xuất thấp, tốc độ dập viên thấp do cần hút bụi giữa 2 lớp
- Chênh lệch khối lượng giữa các lớp với nhau do khác biệt về mức độ tải hoạt chất giữa các lớp dẫn đến khó kiểm soát khối lượng
- Viên thường có kích thước lớn, khó nuốt
- Ảnh hưởng của nhiệt độ và độ ẩm đến lực liên kết giữa các lớp trong quá trình bảo quản
Một số điểm lưu ý khi xây dựng công thức viên nén 2 lớp
Đặc tính nguyên liệu
Hiểu về đặc tính biến dạng của hoạt chất và tá dược trong viên 2 lớp là vô cùng quan trọng. 2 đặc tính biến dạng chính có thể bị ảnh hưởng bởi quá trình nén là biến dạng dẻo và biến dạng vỡ hạt. Sự khác biệt về ứng suất đàn hồi và xu hướng xả nén giữa 2 lớp phát sinh lực đẩy theo chiều dọc, gây tách lớp. Thông thường, đối với các tá dược độn biến dạng dẻo hay biến dạng đàn hồi như MCC hay Pregelatinized starch, liên kết thường không thể hình thành giữa 2 lớp nếu lớp thứ nhất có độ xốp thấp (độ cứng cao).
Một số nghiên cứu khác đề xuất rằng, sử dụng tá dược biến dạng vỡ hạt ở cả 2 lớp cho lực liên kết giữa 2 lớp lớn hơn các kết hợp khác như biến dạng vỡ hạt/ biến dạng dẻo, biến dạng dẻo/ biến dạng vỡ hạt, biến dạng dẻo/ biến dạng dẻo. Điều này có thể giải thích bởi độ nhám bề mặt giữa các lớp. Do đặc tính biến dạng vỡ hạt, các tá dược như lactose/ dicalcium phosphate tạo ra bề mặt giữa 2 lớp nhám hơn và có nhiều điểm liên kết hơn so với tá dược biến dạng dẻo như MCC ở cùng lực nén.
Lực nén
Lực nén ở lớp đầu tiên thường thấp, đặc biêt đối với các tá dược biến dạng dẻo như MCC. Tuy nhiên, nếu lực nén quá thấp ở lớp đầu tiên gây khó khăn trong quá trình kiểm soát khối lượng. Thông thường, lực nén lớp đầu tiên thường đủ để tạo khối, thuận tiện cho quá trình cân và lực nén ở lớp thứ 2 thường gấp 5 – 7 lần lớp thứ nhất. Đối với các tá dược biến dạng vỡ hạt, sự chênh lệch lực nén thường không có ý nghĩa đáng kể. Tuy nhiên, hiện tượng bong mặt trong mỗi lớp có thể xảy ra đối với viên nêu trên khi lực nén quá lớn.
Tá dược trơn bóng
Tỉ lệ tá dược trơn bóng nên thấp ở lớp thứ nhất để đảm bảo lực liên kết giữa 2 lớp. Tuy nhiên cần cân nhắc đến vấn đề dính chày ở lớp thứ nhất do lực nén lớp này thường thấp. Có thể áp dụng công nghệ phun tá dược trơn bóng, sử dụng các tá dược trơn bóng khác magnesium stearate hay sử dụng các tá dược biến dạng vỡ hạt ở 2 lớp.
Tỉ lệ khối lượng giữa 2 lớp
Tỉ lệ khối lượng tối ưu giữa 2 lớp là 1:1 và 1:2, trong đó, lớp thứ 1 thường có khối lượng thấp hơn. Trong quá trình dập viên, nhân viên vận hành thường kiểm soát khối lượng lớp thứ 1 và khối lượng nguyên viên. Vì vậy nếu khối lượng giữa 2 lớp quá chênh lệch, đặc biệt khối lượng lớp thứ 1 quá lớn, rất khó để đạt sự đồng nhất ở lớp thứ 2.
NGUỒN THAM KHẢO:
Review of bilayer tablet technology
Bài viết liên quan
Tổng Quan Về Tá Dược Sử Dụng Cho Quy Trình Xát Hạt Ướt
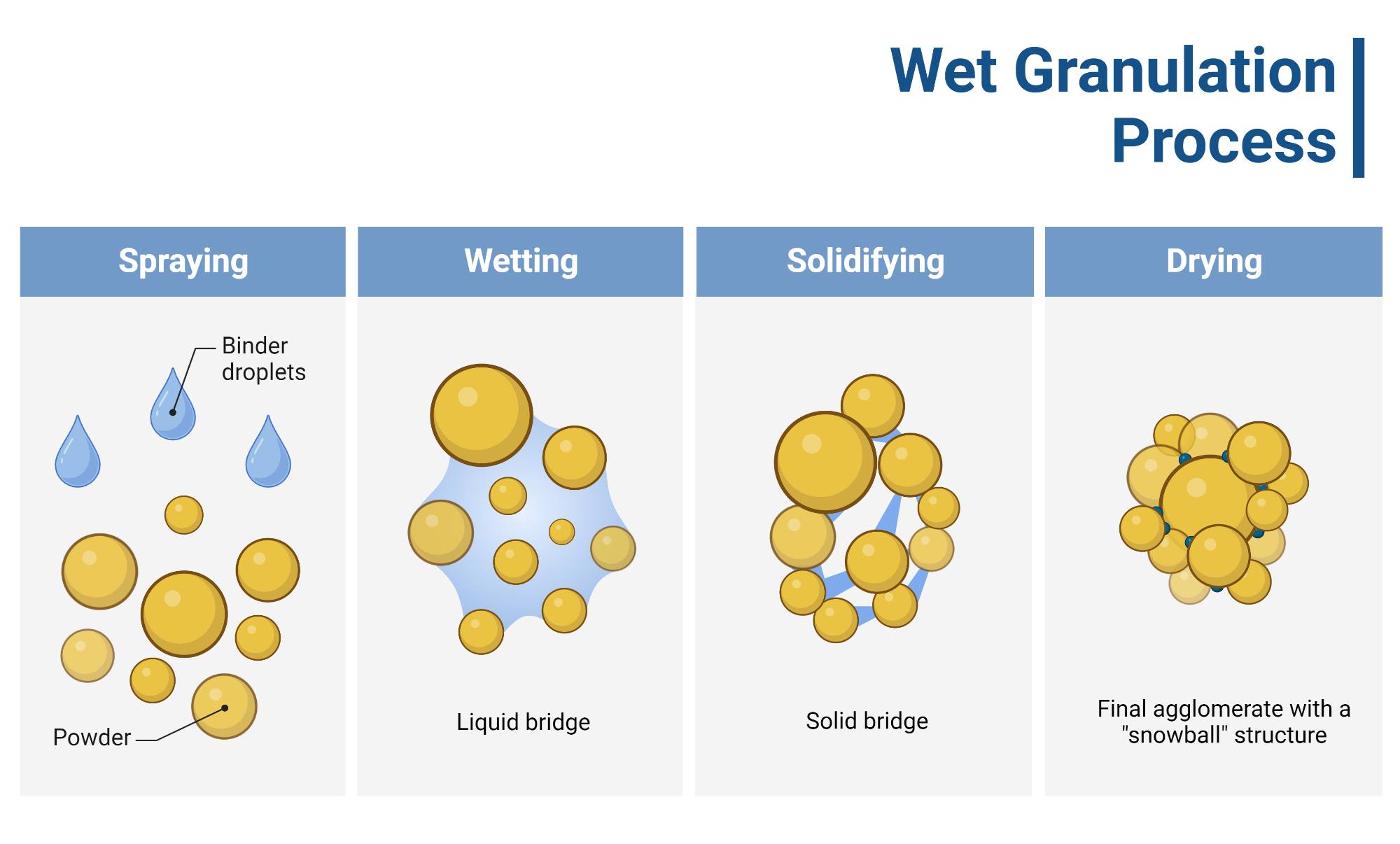
Xát hạt ướt là quy trình được sử dụng phổ biến trong sản xuất chế phẩm dạng rắn. Cùng tìm hiểu một s...
Một số lưu ý khi xây dựng công thức viên nén bằng phương pháp Roller compactor
Phương pháp cán ép (Roller compactor) là một trong những công nghệ phổ biến trong sản xuất các chế p...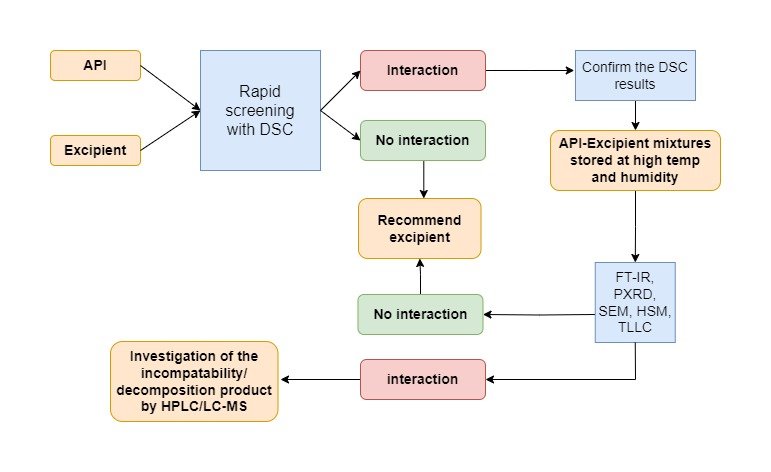
Tổng Quan Về Nghiên Cứu Tương Kỵ
1. Định nghĩa nghiên cứu tương kỵ Nghiên cứu tương kỵ hoạt chất – tá dược là một trong những thử ng...