
Trong sản xuất công nghiệp, máy đóng nang cứng dùng đĩa phân liều là thiết bị thông dụng nhất do có năng suất, độ lặp lại cao. Bài viết này trình bày một số lưu ý khi thiết kế công thức viên nang cứng dùng cho máy đóng nang đĩa phân liều.
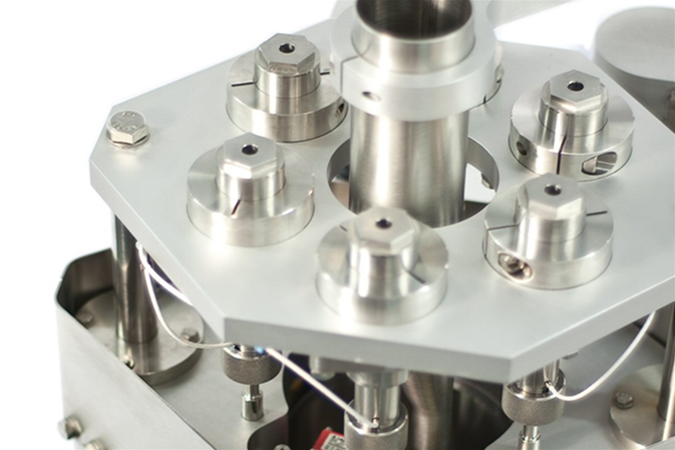
Bộ phận định lượng máy đóng nang đĩa phân liều bao gồm một mâm chứa bột, phía trên có 1 đĩa phân liều và một số trạm nén tuỳ thuộc vào nhà sản xuất. Bột chảy tự do vào trong các lỗ trên đĩa và được các trạm nén nén chặt bên trong thành các thỏi. Sau mỗi lần nén, mâm xoay và bột/ cốm sẽ tiếp tục chảy vào phần trống của lỗ và thỏi được đẩy vào thân nang sau khi cốm qua tất cả các trạm nén. Chiều sâu của ty nén vào trong các lỗ được kiểm soát bằng lực nén từ 50 – 150 N. Từ cơ chế phân liều trên, 2 điểm cần lưu ý khi xây dựng công thức viên nang cứng gồm tính chảy và khả năng chịu nén của cốm.
- Khối lượng cốm tối đa: Khối lượng cốm trong nang tối đa thường liên quan đến cỡ nang, đặc tính chịu nén, tỉ trọng. Mỗi cỡ nang có một thể tích nhất định, vì vậy lượng cốm được đóng vào nang tăng nếu tăng tỉ trọng của cốm thông qua quá trình nén hay xát hạt. Thông thường, quá trình nén bằng các trạm nén hiệu quả hơn so với quá trình xát hạt. Tuy nhiên, tăng khối lượng nang bằng lực nén sẽ hiệu quả đối với cốm có tính chịu nén cao. Tính chịu nén của cốm thường được xác định bằng hệ số Carr hay góc nghỉ. Cốm có kích thước hạt nhỏ và hình dạng hạt bất thường (ít hạt dạng cầu) có tính chịu nén cao. Tuy nhiên, kích thước hạt nhỏ ảnh hưởng đến tính trơn chảy của cốm. Thông thường, sẽ kết hợp cốm có kích thước hạt lớn và hạt mịn ở một tỉ lệ nhất định. Đặc tính biến dạng của vật liệu cũng ảnh hưởng đến khối lượng cốm tối đa. Tá dược có tính biến dạng đàn hồi thường ít bi nén sau mỗi trạm nên thể tích trống cho các trạm tiếp theo thường thấp. Điều này ngược lại với các tá dược biến dạng dẻo. Càng tăng số trạm nén càng tăng khối lượng cốm tối đa.
- Độ đồng đều khối lượng: thường phụ thuộc vào độ chảy, tính chịu nén của cốm và quá trình đẩy thỏi vào nang
- Độ chảy cốm: Cốm chảy kém dẫn đến lượng cốm chảy vào các lỗ trong đĩa không đồng đều. Cốm chảy tốt cũng có thể dẫn đến không đồng đều khối lượng do cốm trong mâm dễ bị tràn đầy và khả năng tạo thỏi kém. Vì vậy cần cân bằng tính chảy và khả năng chịu nén của cốm. Hệ số Carr của cốm tối ưu từ 20 – 30 %.
- Tính chịu nén: Cốm nên được nén một cách đồng nhất giữa các lỗ trong cùng 1 trạm. Điều này tạo khoảng trống như nhau khi qua các trạm nén khác. Thông thường, nên đảm bảo đồng đều về kích thước hạt và đồng nhất tá dược trong giai đoạn trộn. Thường cốm có góc nghỉ từ 20 – 30oC có thể đạt đến độ đồng đều khối lượng tối đa.
- Quá trình đẩy thỏi và nang: Lực đẩy thỏi và nang thường được lựa chọn để không làm vỡ thỏi. Lực đẩy thường tăng nếu thỏi có độ cứng cao (nhiều bột mịn hay lực nén cao). Tuy nhiên, thông số này thường không được đo lường trong sản xuất thực tế mà chỉ dựa trên độ cao của ty đẩy thỏi. Độ cứng thỏi cũng có thể ảnh hưởng đến mức độ phóng thích hoạt chất. Thỏi càng cứng thường làm chậm quá trình phóng thích hoạt chất.
Một số thông số quy trình cần lưu ý trong quá trình đóng nang như chiều dày đĩa phân liều, chiều cao khối cốm trong mâm, tốc độ đóng nang và lực nén ở các ty.

NGUỒN THAM KHẢO:
Rational design of powder formulations for tamp filling processes
Bài viết liên quan
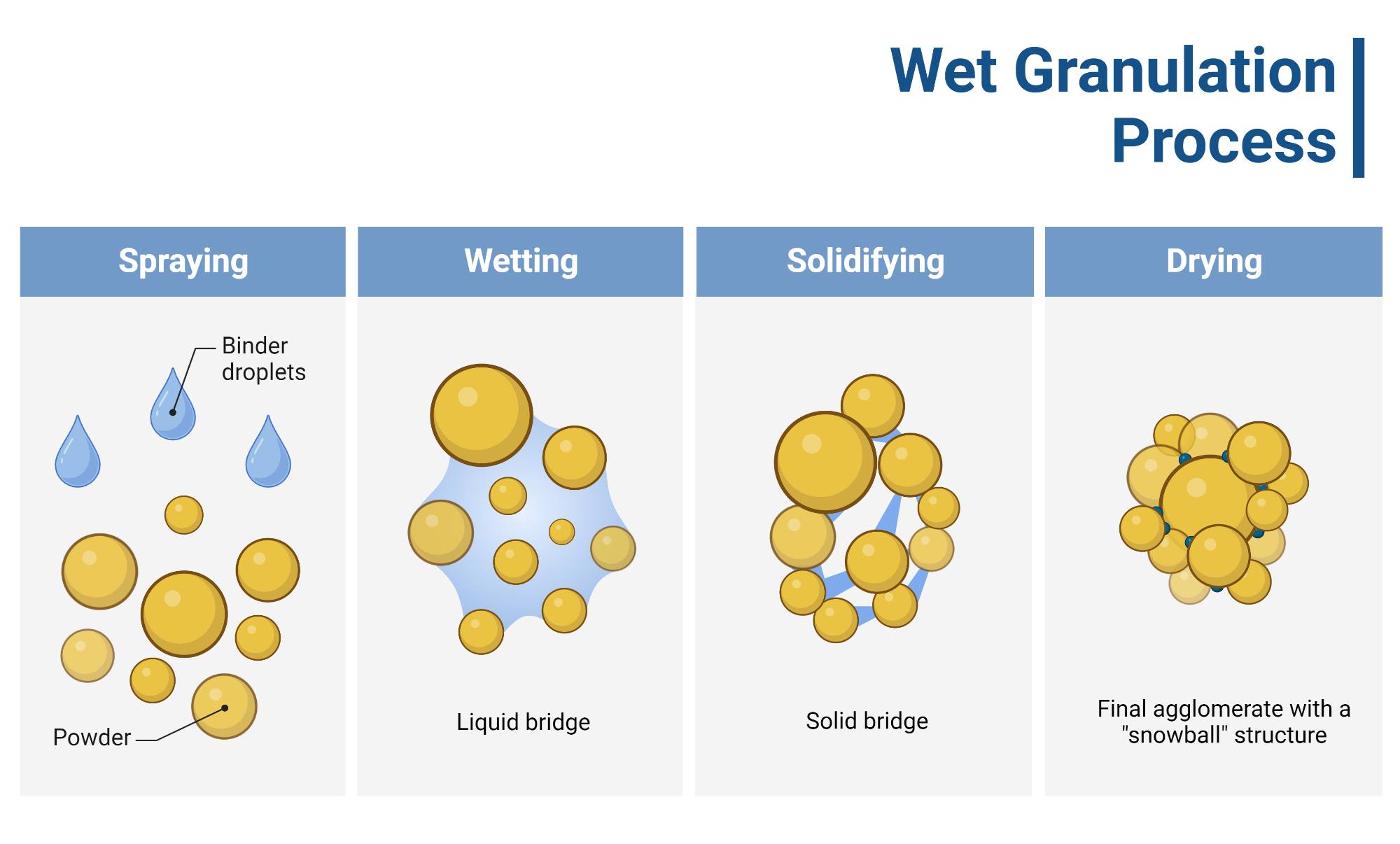
Tổng Quan Về Tá Dược Sử Dụng Cho Quy Trình Xát Hạt Ướt
Xát hạt ướt là quy trình được sử dụng phổ biến trong sản xuất chế phẩm dạng rắn. Cùng tìm hiểu một s...
Một số lưu ý khi xây dựng công thức viên nén bằng phương pháp Roller compactor
Phương pháp cán ép (Roller compactor) là một trong những công nghệ phổ biến trong sản xuất các chế p...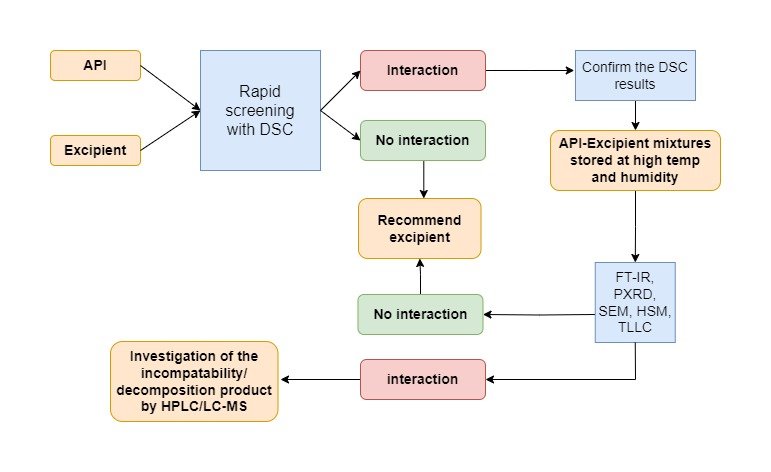
Tổng Quan Về Nghiên Cứu Tương Kỵ
1. Định nghĩa nghiên cứu tương kỵ Nghiên cứu tương kỵ hoạt chất – tá dược là một trong những thử ng...